Gibber you can be a stirrer sometimes.

Slag inclusion is a very common problem with beginners, or to be more polite, "less experienced welders".

Looking at these, the weld is too cold. I'm guessing the rod end was too close/buried in the flux and the arc length too short to generate the heat required. Turn the amps up (often quite a bit) and regulate your bead size by the speed at which you travel.
Smaller diameter rods help a lot here. I would be using 2mm rods to make it easy, or 2.5mm to make it quicker, on material this light/thin.
As a rule your electrode should only be "slightly" thicker than the wall thickness, you are welding. 1.5mm steel= 2mm rods. This is a general rule for light fabrication welding.
When you weld you
FOCUS ONLY on the edges of a bead "wetting the tubes you are joining".
The centre takes care of itself.
As you weld the rods "tip", can be tracing little letter e's, or figure 8's as you weld along.
This gives the weld a tiny time to cool slightly before you add to it in a long bead.
If you are trying to fill a gap make multiple runs so the tubes don't overheat and lose their integrity.
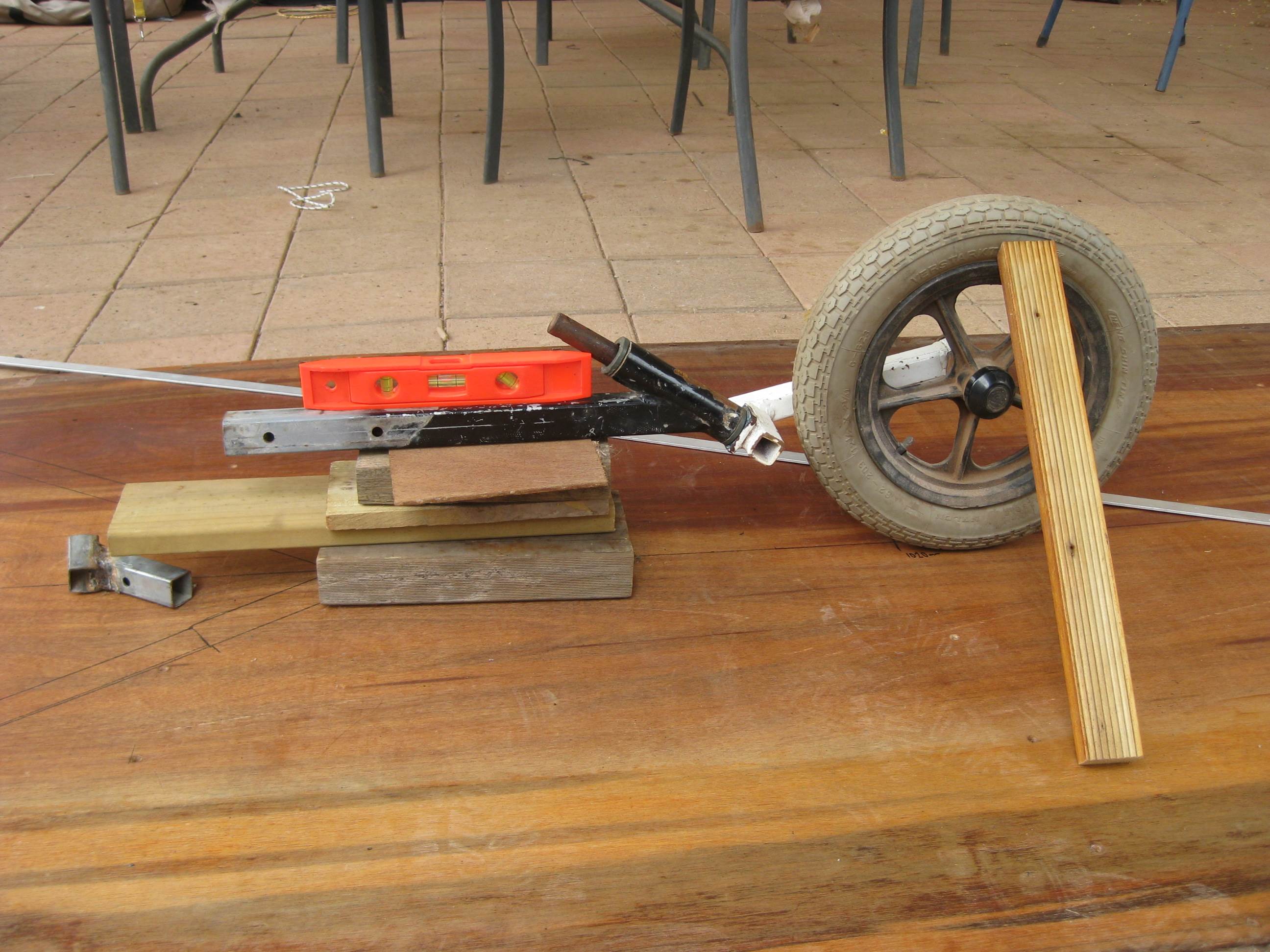
At the end of the day I'm very impressed with your design Ben.

Very clever, how it can be extended for bigger pilots. A great feature.
I'm sure "sn" would have appreciated this feature on "Pannikin" when he sailed it.
Go on, get it finished, we want to see the pics of it sailing.